

Tạm thời không có dữ liệu
Cầu hầm Đường sắt cao tốc Gia công tập trung và phân phối các thanh thép
Jul 07,2023
· Tình trạng ứng dụng: lồng cốt thép phân đoạn lá chắn
Phân khúc lá chắn là một vật liệu sản xuất composite mạnh mẽ để xây dựng đường hầm. Khó khăn chính trong việc gia công bộ xương thép bên trong là hoàn thành việc cắt, uốn và tạo hồ quang theo chiều dài cố định của các thanh thép có đường kính lớn, và để thực hiện hàn ba chiều của các tổ hợp lưới nhiều lớp. Trong một thời gian dài, việc sản xuất lồng thép phân đoạn lá chắn chỉ có thể được gia công thành các đường gân đơn bằng thiết bị CNC và sau đó hàn bằng cách chằng buộc thủ công.

Câu hỏi thiết kế số 1
không có lợi cho sản xuất cơ giới hóa, có sự khác biệt về nguồn thiết
kế của lồng thép phân khúc, và kết cấu tương đối tầm thường.
Câu hỏi số 2
Sản xuất phụ thuộc vào lao động, mức độ tự động hóa thấp, bởi vì khó khăn xử lý chính khung thép bên trong của nó là hoàn thành uốn chiều dài cố định thanh thép đường kính lớn, nhưng cũng để đạt được hàn ba chiều kết hợp lưới nhiều lớp, do thiếu máy móc trong nước, công nghệ dẫn đến chế độ sản xuất nhân tạo lâu dài, hiệu quả sản xuất thấp, an toàn kém, cường độ lao động cao, Cùng với sự gia tăng liên tục của chi phí lao động, xử lý lao động thủ công truyền thống không còn có thể đáp ứng nhu cầu của các tòa nhà hiện đại.
Câu hỏi số 3
Các tiêu chuẩn kiểm soát chất lượng của thành phẩm rất khó, và chỉ có thể được thực hiện bằng cách chằng buộc hoặc hàn thủ công ở Trung Quốc, điều này không hiệu quả và buộc phải nới lỏng các tiêu chuẩn chất lượng. Do hiệu quả sản xuất thấp, an toàn kém, cường độ lao động cao, cùng với chi phí nhân công tăng liên tục, các thanh thép gia công lao động thủ công truyền thống không còn có thể đáp ứng nhu cầu của các tòa nhà hiện đại.

Với sự phát triển nhanh chóng của xây dựng công trình hiện đại, sản xuất tại nhà máy và đúc sẵn các cấu kiện kỹ thuật xây dựng đã trở thành xu hướng phát triển tất yếu, đặc biệt là phân khúc lá chắn cần thiết cho xây dựng vận tải đường sắt đô thị như tàu điện ngầm được nhà nước hỗ trợ mạnh mẽ đã đạt được sản xuất tiền chế nhà máy.
Việc nghiên cứu và phát triển và sử dụng thiết bị xử lý lồng cốt thép phân đoạn lá chắn là thăm dò và đột phá, và sẽ thay đổi chế độ truyền thống của chế biến và sản xuất lồng cốt thép phân đoạn trong và ngoài nước, và thực hiện tiêu chuẩn hóa, tiêu chuẩn hóa, tự động hóa và xử lý dây chuyền lắp ráp thông minh và sản xuất lồng cốt thép phân đoạn.

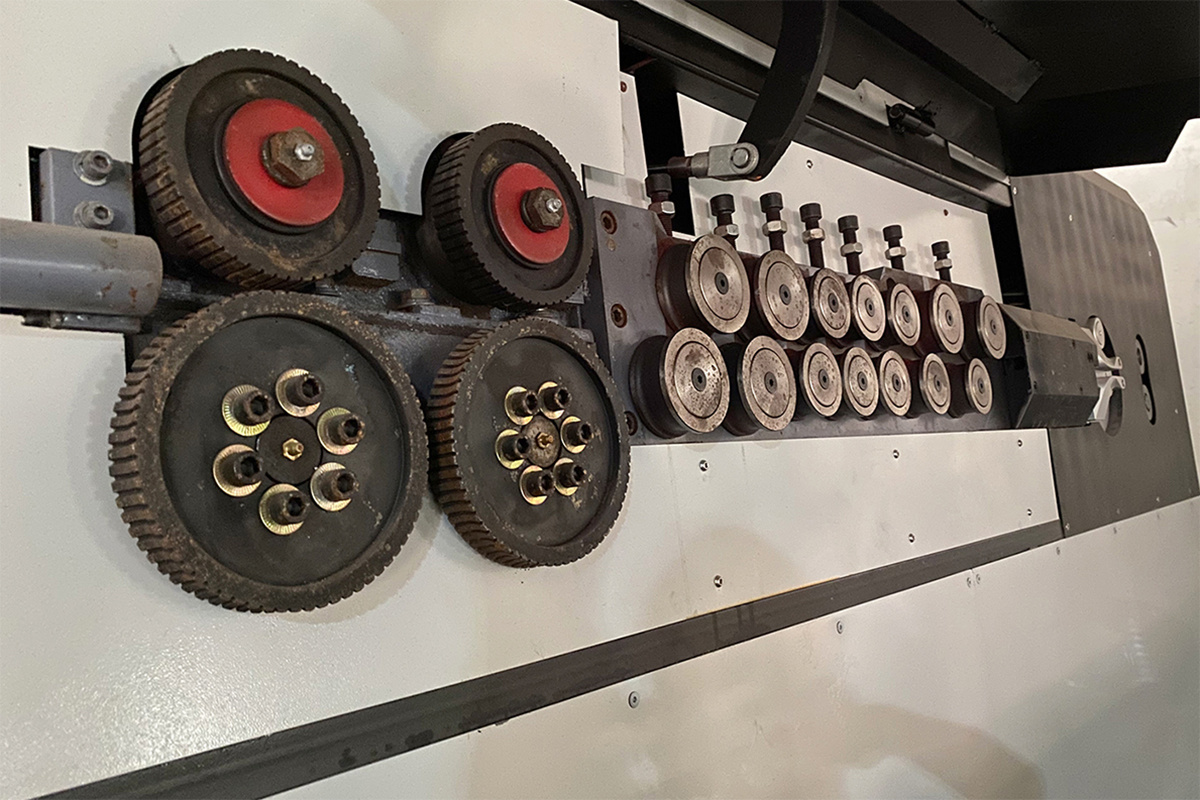
· Máy uốn vòng cốt thép CNC
CB-WG12D-2
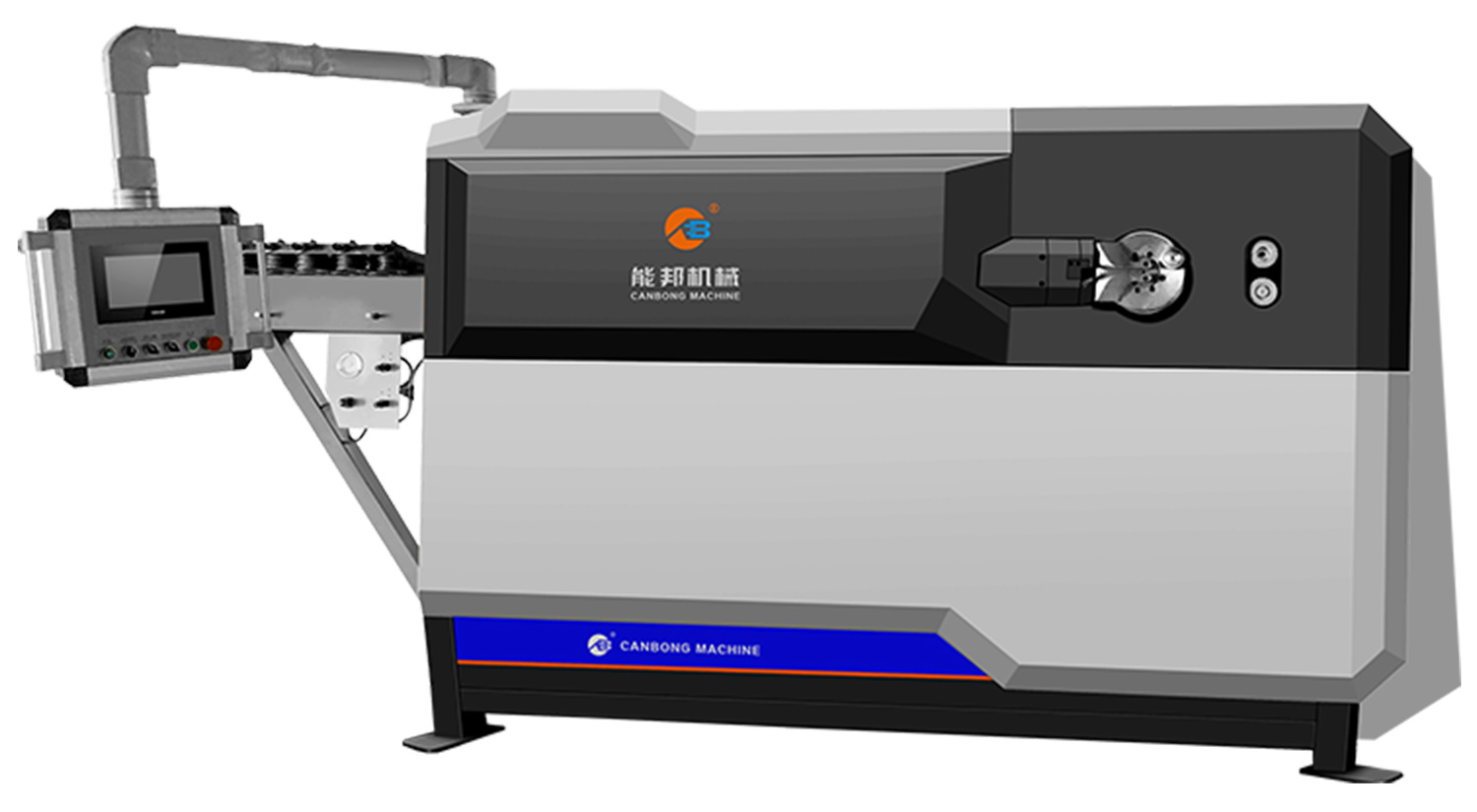
Máy uốn cốt thép CNC CB-WG12D-2 sử dụng cơ chế uốn đa chức năng hai trạm khí nén và hiệu quả, tốc độ sản xuất tăng 20% và việc uốn các hình dạng đặc biệt khác nhau có thể được hoàn thành hiệu quả và góc hồ quang uốn là R6-R35 (đường kính chân trung tâm 12-70). Thiết kế góc xiên lớn, phạm vi xử lý lớn, có thể xử lý tất cả các loại khuấy trong vòng 1670mm, cũng có thể xử lý các khuấy nhỏ nhỏ tới 70X70 (mm).
Đường kính gia công cốt thép đơn: Trung bình 5mm Trung bình 13mm
Đường kính gia công cốt thép đôi: Trung bình 5mm Trung bình 10mm
Góc uốn tối đa: 180
Hướng uốn: Hai chiều
Tốc độ kéo tối đa: 110m/phút
Tốc độ uốn tối đa: 1200 °/giây
Tổng công suất: 27kw
· Dây chuyền sản xuất cắt thủy lực cốt thép CNC
CB-GJW150B

Dây chuyền sản xuất cắt thủy lực cốt thép CNC CB-GJW150B có thể nhận ra nhu cầu cắt theo chiều dài đối với cốt thép thanh 800-12000mm. Cơ cấu chiều dài cố định được trang bị các vách ngăn có chiều dài cố định có độ dài khác nhau, được điều chỉnh bởi hệ thống điều khiển servo để kiểm soát chính xác chiều dài cắt. Thiết bị ép tự động chống chạy của cơ cấu cắt sẽ không gây ra hiện tượng trượt thanh thép, và dây chuyền sản xuất hợp tác với máy tạo lưới mặt phẳng để thực hiện việc truyền quỹ đạo của cắt thành phẩm và bán thành phẩm.

Gia công đường kính cốt thép: trung bình 10mm trung bình 50mm
Chiều rộng cắt: 600mm
Tốc độ cắt: 12 lần/phút
Tốc độ truyền tải: 90m/phút
Chiều dài cắt: 800-12000mm
Tổng công suất: 42kw
Kích thước: 32000x5800x2950mm
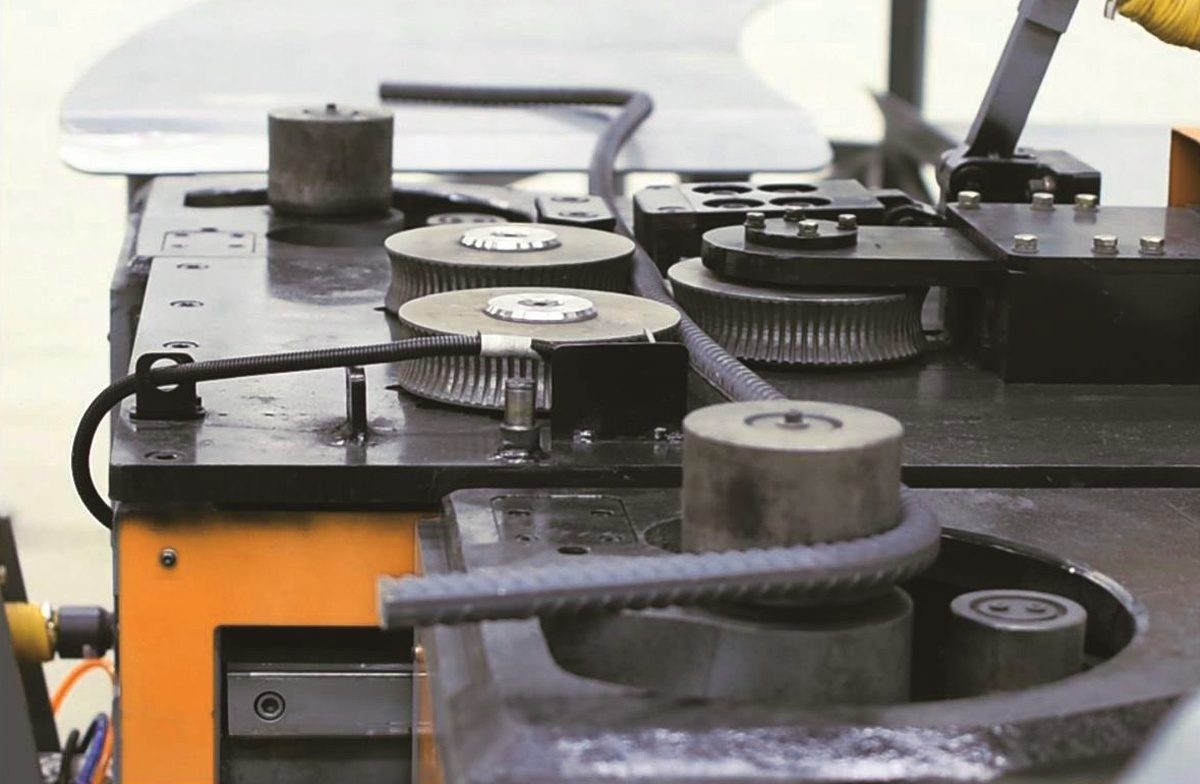
· CNC rebar arc bending machine
CB-WHWQ32
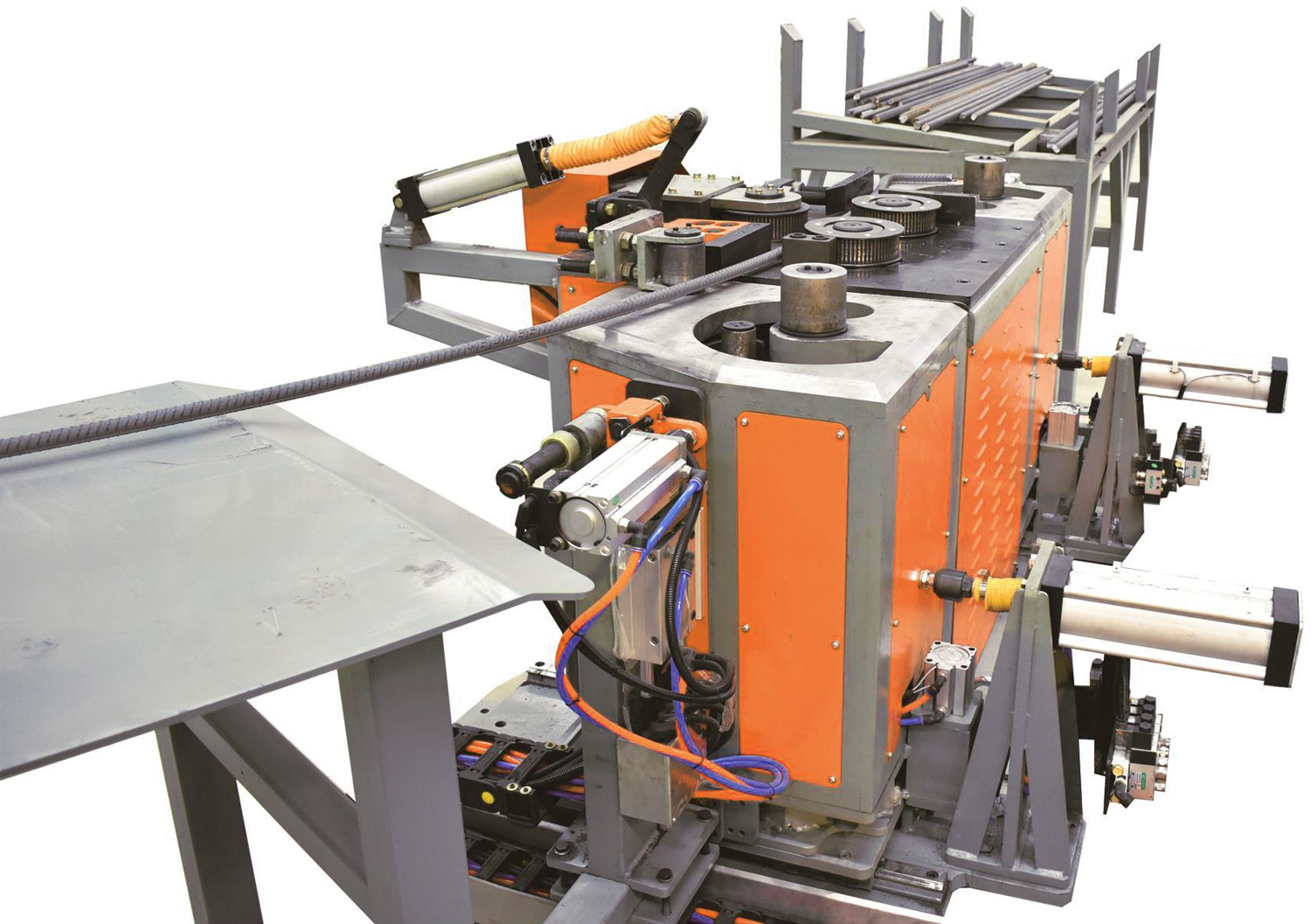
Máy uốn hồ quang cốt thép CNC CB-WHWQ32 chủ yếu được sử dụng để gia công thanh hồ quang bên trong và thanh hồ quang bên ngoài trong lồng cốt thép phân đoạn, có thể trực tiếp tạo thành móc uốn hồ quang thanh thép thẳng cùng một lúc, giúp giảm cường độ lao động của công nhân.
Đường kính gân chính: ∮ 32mm
Đường kính thanh ngang: ∮ 10mm
Công suất hàn tối đa: ∮ 10mm+∮ 32mm
Hiệu quả xử lý: 2,5 phút/chiếc
Tổng công suất: 160kva
Kích thước: 7000x2500x2000mm
· Máy tạo lưới phẳng phân đoạn lá chắn
CB-GPPMW170
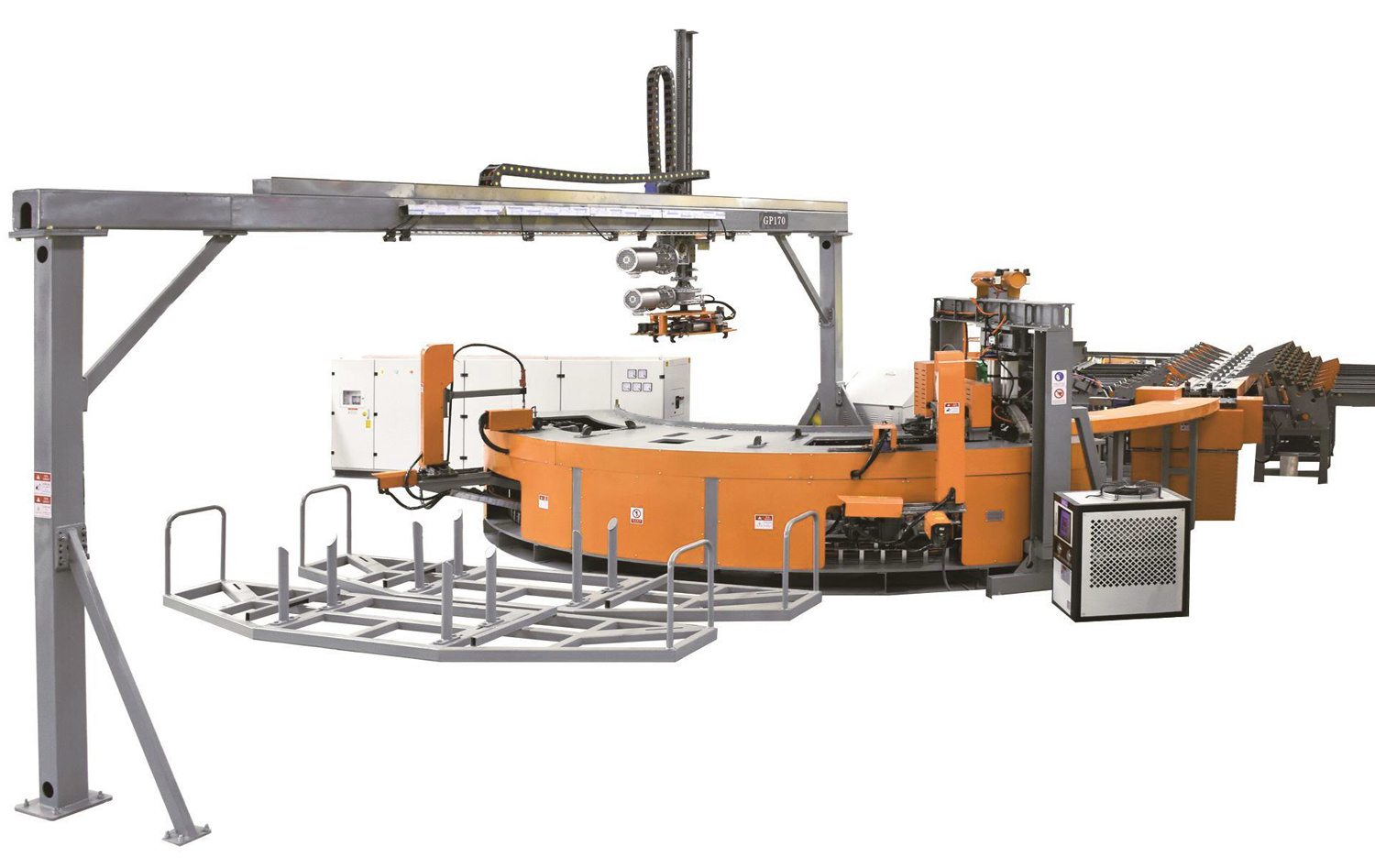
Máy tạo lưới phẳng phân đoạn lá chắn CB-GPPMW170 chủ yếu bao gồm thiết bị uốn hồ quang, thiết bị định hình hồ quang, thiết bị hàn thanh ngang, thiết bị kéo, cơ cấu kẹp di động, cơ cấu kẹp cố định, thiết bị phát hiện uốn, thao tác hàn, v.v. Việc hàn vòng của cốt thép chính được thực hiện bằng máy hàn ba tọa độ có độ chính xác cao, và việc hàn thanh ngang và cốt thép chính được thực hiện bằng cách định vị servo của vị trí thanh ngang, thanh ngang rơi tự động và hàn điện trở.

Đường kính gân chính: ∮ 32mm
Đường kính thanh ngang: ∮ 10mm
Công suất hàn tối đa: ∮ 10mm+∮ 32mm
Hiệu quả xử lý: 2,5 phút/chiếc
Tổng công suất: 160kva
Kích thước: 7000x2500x2000mm
· Shield segment stereo mesh forming machine
CB-GPLTW170
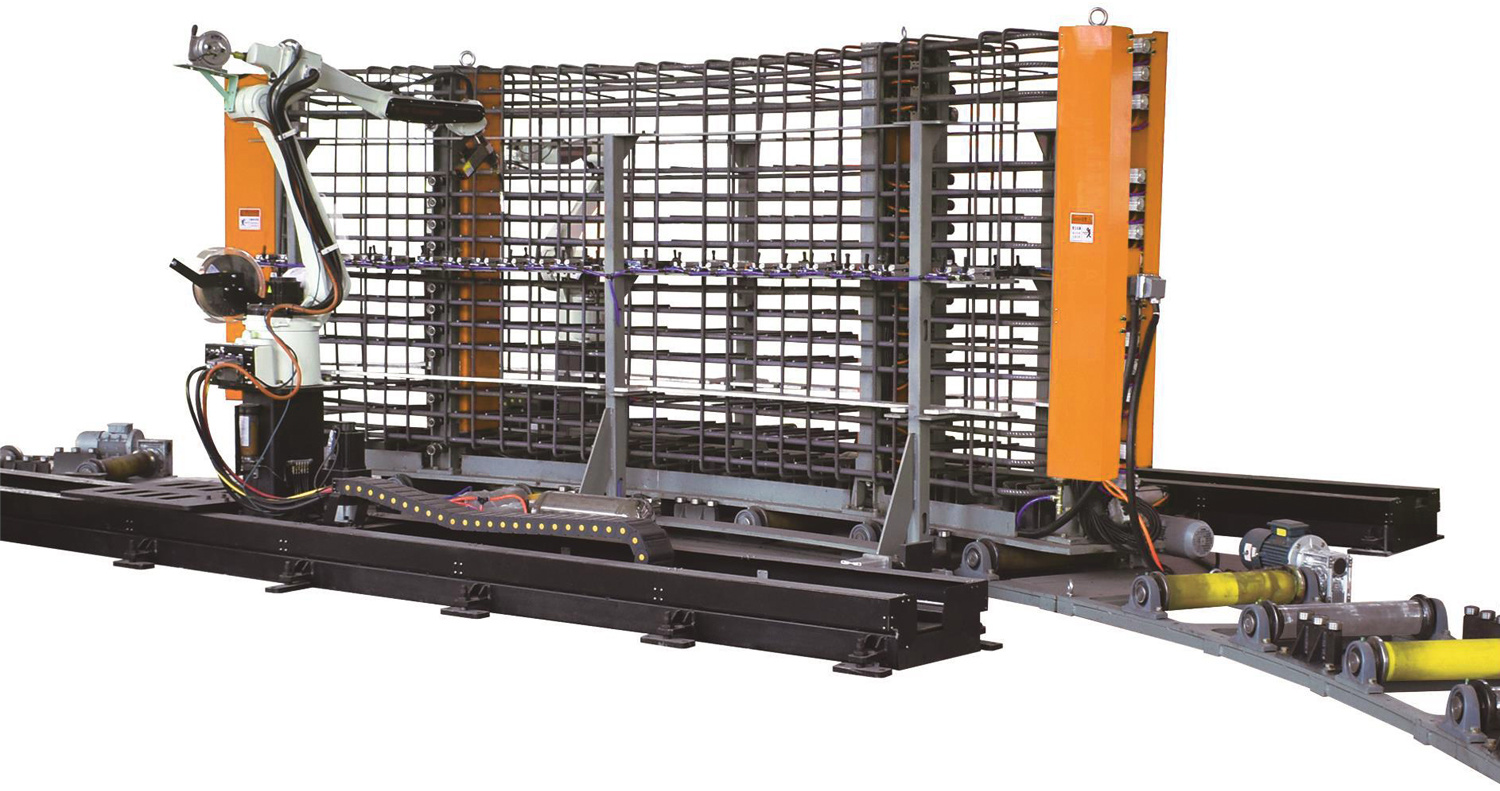
Máy tạo lưới ba chiều phân đoạn lá chắn CB-GPLTW170 là lưới mặt phẳng hồ quang và xương sườn được hàn vào toàn bộ thiết bị, thông qua khuôn hàn để khuấy, lưới một mảnh để định vị và xếp chồng, sử dụng robot hàn để điều khiển máy hàn oxy để đạt được hàn vòng lưới và khuấy, robot hàn được trang bị chức năng kiểm tra trực quan, Điều khiển mỏ hàn để hoàn thành việc tạo hình và hàn lưới ba chiều.

Độ lặp lại của robot: 0,05mm
Tải robot: 6kg
Tốc độ tối đa của robot: 395mm/s
Khuôn 3D: Tùy chỉnh đặc biệt
Phương pháp hàn: Hai đảm bảo hàn
Kích thước: 7000x2500x2000mm
Hệ thống nhận dạng: Tầm nhìn tốc độ cao ống kính kép
Tổng công suất: 25kw
· Nền tảng hàn lưới
CB-GS1800-6

Nền tảng hàn lưới CB-GS1800-6 bao gồm hai robot hàn trên cùng một rãnh và bộ định vị, robot hàn được trang bị thiết bị phát hiện thông minh laser, chủ yếu để hoàn thành công việc hàn của từng điểm hàn của lưới điện. Quy trình sản xuất là đưa thủ công gân bướm và cốt thép chính vào một khuôn đặc biệt, hoàn thành lưu thông trực tuyến qua giàn và đường bạc, đồng thời hoàn thành sản xuất hàn lưới.

Đường kính xương sườn: ∮20mm - ∮25mm
Đường kính xương sườn: ∮10mm - ∮16mm
Chiều dài dây lưới hàn:<6000mm
Đặc điểm kỹ thuật lưới hàn: 200x200-300x300mm
Tổng công suất: 15kw
Kích thước: 8000x7500x1500mm
· Phân khúc thiết bị phụ trợ sản xuất lồng cốt thép
 |
Máy cắt cốt thép GQ50 |
| Đường kính xử lý: 50mm trong < | |
| Tốc độ cắt: 28 đơn hàng / phút | |
| Công suất động cơ: 4kw |
 |
Máy uốn hồ quang cốt thép GWH32 |
| Đường kính xử lý: 32mm trong < | |
| Vòng tròn uốn tối thiểu: trung bình 500mm | |
| Công suất động cơ: 3kw |
 |
Máy uốn xoắn ốc cốt thép CB-WH12 |
| Đường kính xử lý: 12mm trong < | |
| Uốn cong tối thiểu: 250mm ở mức trung bình | |
| Công suất động cơ: 3.7kw |
· Quy hoạch bố trí phân khúc dây chuyền sản xuất lồng cốt thép
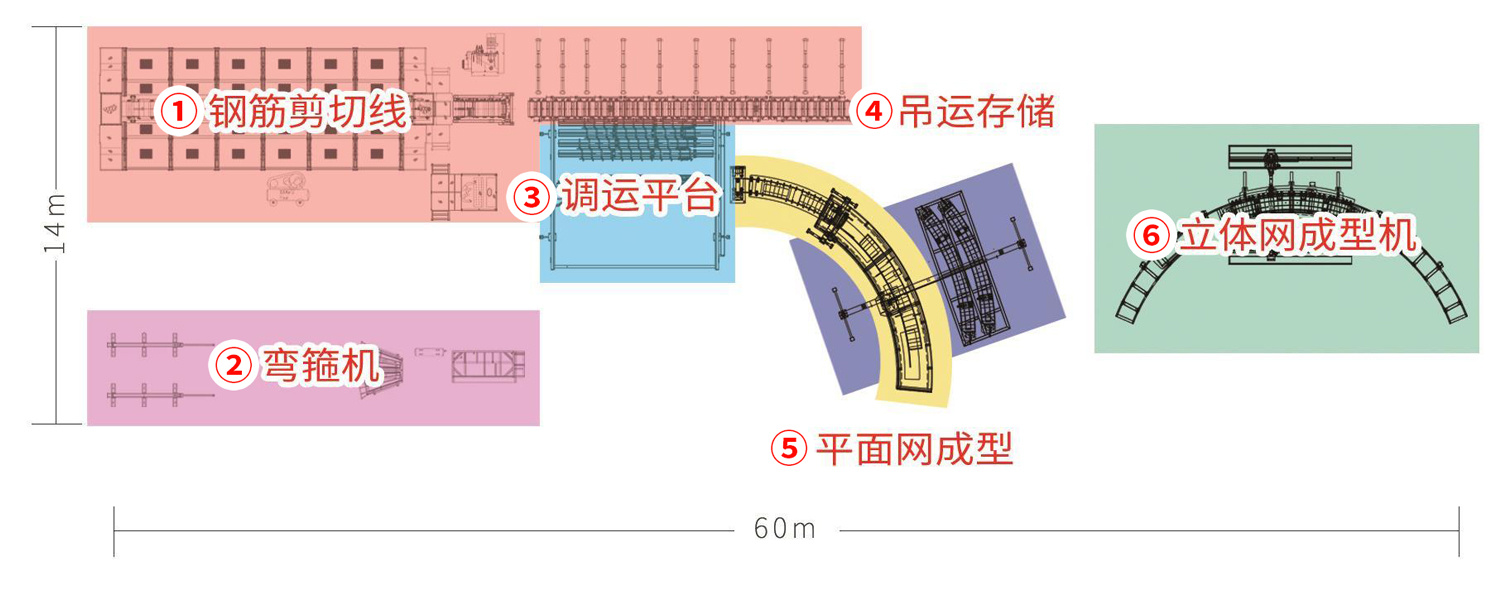
(1) Dây cắt cốt thép
(2) Máy uốn vòng
(3) Nền tảng chuyển tải
(4) Kho vận chuyển
(5) Hình thành lưới phẳng
(6) Máy tạo hình lưới 3D
Dây chuyền sản xuất lưới âm thanh nổi phân đoạn bao gồm bốn mô-đun: phần cắt chiều dài cố định cốt thép chính, phần vận chuyển hậu cần, phần tạo hình hàn lưới mặt phẳng và phần hàn và tạo hình lưới ba chiều.
· Quá trình
Phần 1 Cắt chiều dài cố định:
dây chuyền sản xuất cắt thủy lực cốt thép CNC CB-GJW150B hiện có tùy chọn để cắt chiều dài cố định, sau khi cho ăn thủ công, thiết bị sẽ tự động hoàn thành chiều dài cố định và cắt. Thiết bị có thể thực hiện các hoạt động cắt, vận chuyển, lưu trữ và xử lý chiều dài cố định chất lượng cao của các thanh thép có gân cấp 1, l, ll và V cán nóng.
Phần 2 Vận chuyển thanh:
thông qua cơ chế cấp liệu bước và thiết bị nâng, cốt thép chính và gluten được vận chuyển đến đường ray vận chuyển một dòng và vận chuyển đến máy tạo lưới nguyên khối.
Phần 3 Hình thành hàn lưới phẳng: thiết bị uốn hồ quang trong máy tạo lưới nguyên khối hoàn thành uốn hồ quang và kéo đến cơ chế làm trống tự động thanh ngang, và hàn vào lưới nguyên khối bằng hàn điện trở
. Bộ thao tác hàn ba tọa độ được sử dụng để điều khiển mỏ hàn để hàn mối nối vòng. Cuối cùng, cơ chế cẩu hậu cần nâng lưới một mảnh lên xe lưu trữ lưới để lưu trữ.
Phần 4 Hình thành hàn lưới ba chiều: đặt xương sườn và mã màn hình nguyên khối vào khuôn hàn, sử dụng một loạt các xi lanh và đồ gá để nhận ra vị trí và kẹp
của máy khuấy nâng, đồng thời điều khiển mỏ hàn để hoàn thành việc tạo hình và hàn lưới ba chiều thông qua chức năng kiểm tra trực quan.
· Nhân sự
1 người để cắt thanh ở độ dài cố định, 1 người để hàn và tạo hình lưới phẳng, 2 người để đúc thanh thép, 1 người để tháo dỡ thành phẩm và 1 người để hàn và tạo hình lưới ba chiều.
Ngày trước
Tiếp theo
Ngày trước
Tiếp theo
Giải pháp liên quan

Sản phẩm liên quan
Trường hợp liên quan
Máy gia công cốt thép CanBong
Liên hệ
Khu công nghiệp Sanlian, thị trấn Gugong, thành phố Hạc Sơn, tỉnh Quảng Đông, Trung Quốc
Đăng ký để nhận ưu đãi và cập nhật độc quyền!
Connnect with us!



